 Что касается И Шэна
Что касается И Шэна Профиль компании
Профиль компании филиалы
филиалы Глобальная компоновка
Глобальная компоновка сила НИОКР
сила НИОКР Химическая переработка
Химическая переработка Корпоративная культура
Корпоративная культура История развития
История развития Система управления
Система управления Полимолочная кислота
Полимолочная кислота Поликапролактон
Поликапролактон сырье для производства поликапролактона
сырье для производства поликапролактона лактаты
лактаты Метиллактат
Метиллактат полиолы
полиолы 3D-печать
3D-печать Волокно полимолочной кислоты
Волокно полимолочной кислоты Биомедицина
Биомедицина Биоразлагаемые продукты
Биоразлагаемые продукты Разработка нефтегазовых месторождений
Разработка нефтегазовых месторождений
 Телефон
Телефон Отправить электронное письмо
Отправить электронное письмо Вейбо
Вейбо Билибили
Билибили ТикТок
ТикТок











Незаменимо для начинающих! Подробный анализ материалов для 3D-печати PLA | Открытый курс Академии материалов Ишэн

Если вы только начинаете осваивать 3D-печать, ваш первый рулон филамента, скорее всего, будет PLA. Он доступен по цене, прост в использовании и выпускается в различных цветах, что делает его «самым удобным для начинающих материалом».
Какие еще сюрпризы и полезные советы по использованию есть у PLA-пластика? Присоединяйтесь к нам в этом подробном мини-уроке по разборке PLA-пластика!
I. Что такое НОАК?
Введение в материал: Полимолочная кислота (ПЛА) получают из растительного крахмала и других материалов. Поскольку ее источник является возобновляемым и она может разлагаться в компостной среде, она обладает определенными экологическими свойствами.
В настоящее время материалы серии PLA остаются основными расходными материалами для потребительской 3D-печати. Так в чем же их преимущества на практике?
Легко распечататьПечать при низких температурах, меньшее коробление, подходит для использования сразу после распаковки.
Гладкая поверхность:Высокая детализация и насыщенные цвета.
Экологически чистый продукт:Биоразлагаемые материалы, печать без заметного запаха.
Широкий спектр совместимости:Широко применяется для FDM-принтеров различных марок.
II. Генеалогическое древо ПЛА
1. Базовые доступные модели: PLA-Basic и PLA-Lite
Расходные материалы начального уровня, просты в печати, обладают насыщенными цветами и высоким соотношением цены и качества.
2. Усовершенствованная универсальная модель: PLA+
Прочный и сбалансированный, подходит для различных сценариев использования; доступен в более чем 40 цветовых вариантах.
Повышение качества и детализации изделий, созданных с помощью 3D-печати.
Сертифицировано FDA, сертифицировано по стандарту EN71-3.
3. Категория эстетического расхождения
Широкий ассортимент эстетически привлекательных изделий из PLA-пластика.
Широкое удовлетворение разнообразных творческих потребностей различных областей.
Серия матовых оттенков: одноцветные, двухцветные и радужные.
Шелковая серия | Однотонные, двухцветные, трехцветные, радужные и шелковые конфеты
Светящаяся серия | Монохромная, Радужная и Светящееся звездное небо
Серия Flash | Волшебный двухцветный, хамелеоновый и Flash-эффект
Серия «Бионик» | Имитация мрамора, дерева, камня и металла
Серия «Изменение цвета» | Забавное изменение оптики
Прозрачная серия | Монохромная и радужная
4. Профессиональная высокопроизводительная серия
PLA-GF (стекловолокно) | Повышенная прочность, жесткость и износостойкость, матовая текстура поверхности.
PLA-CF (углеродное волокно) | Высокая прочность и износостойкость, превосходные характеристики печати, высококачественная матовая поверхность
PLA-GF (стекловолокно) | Повышенная прочность, жесткость и износостойкость, матовая текстура поверхности.
PLA-литье (литье) | Низкое содержание золы, высокая точность, профессиональное проектирование для литья по выплавляемым моделям
5. Категория «Развлечения и функциональность»: PLA-LW (легкий материал)
Вспененный материал является предпочтительным материалом для изготовления моделей самолетов.
Низкая плотность, контролируемое пенообразование с высоким коэффициентом вспенивания, легко окрашивается.
6. Серия Fast: PLA-HS, PLA+HS и PLA-HF
Баланс между эффективностью печати и детализацией изображения.
Обеспечивает превосходную адгезию между слоями и точность печати даже при высокой скорости печати.
III. Типичные проблемы и их решения
1. Нарастание строк, переполнение
Причины: впитывание влаги расходными материалами; неправильная настройка обратного потока; чрезмерно высокая температура сопла.
Решения: просушить нить перед печатью; увеличить расстояние/скорость втягивания нити; снизить температуру печати.
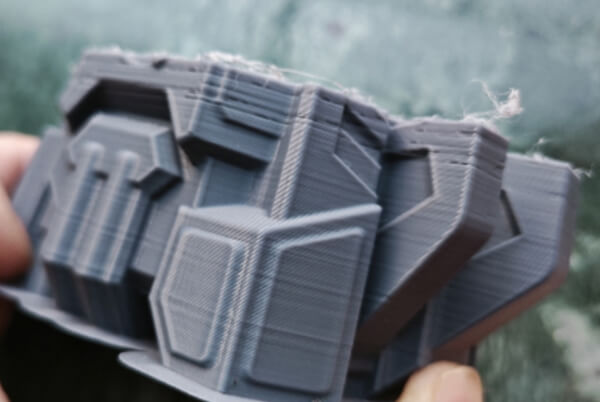
2. Плохое межслойное сцепление, приводящее к легкому растрескиванию готового изделия.
Причины: слишком низкая температура печати, слишком мощный вентилятор; недостаточная толщина стенок/степень заполнения.
Решения: повысить температуру сопла; снизить скорость вращения вентилятора (особенно для функциональных/улучшенных PLA-пластиков); увеличить толщину стенок и степень заполнения.
3. Первый слой не приклеивается, и края загибаются.
Причина: слишком большая высота первого этажа, недостаточная температура опорной плиты и чрезмерная усадка материала.
Решение: Выровнять подложку, поддерживать зазор между первым слоем приблизительно на уровне 0,1 мм, повысить температуру подложки и нанести клей для улучшения сцепления с подложкой.
4. Заглушка сопла
Причины: Засорение головки воздушными пузырьками после впитывания влаги PLA-пластиком; отложение абразивных материалов, таких как углеродное волокно и блестки; длительное воздействие высоких температур.
Рекомендации: Незамедлительно удаляйте материал после печати; используйте сопла диаметром ≥0,5 мм для печати блестящих и светящихся в темноте PLA-пластиков; регулярно очищайте сопла.
5. Обрушение подвесных мостовых материалов.
Причина: Недостаточное охлаждение.
Решения: Увеличьте скорость вращения вентилятора охлаждения или уменьшите скорость вращения нависающих и перемычек, чтобы увеличить время охлаждения, особенно для эстетичных материалов, таких как шелковистые и матовые поверхности, которые имеют относительно низкую эффективность охлаждения и требуют дополнительного охлаждения; при высокой температуре окружающей среды для повышения эффективности охлаждения можно использовать внешнее вспомогательное охлаждение.
6. Дефекты поверхности (явная слоистость, выраженная ступенчатая структура)
Причины: Неправильные настройки высоты слоя; недостаточное охлаждение.
Решение: Уменьшить высоту слоя (точнее, на 0,1-0,16 мм); проверить работу вентилятора и при необходимости увеличить охлаждение.
IV. Практические советы по печати
1. Как улучшить блеск моделей, напечатанных методом шелкографии на PLA-пластике?
Снижение скорости печати и повышение температуры сопла приведут к улучшению блеска поверхности напечатанной модели.
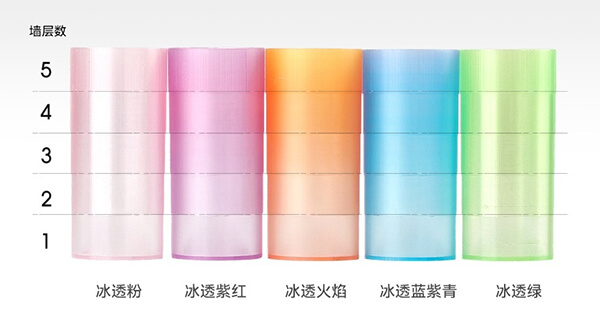
2. Как гибко регулировать прозрачность моделей, печатаемых из прозрачного PLA-пластика?
Снижение скорости печати и повышение температуры печати улучшат блеск и прозрачность модели; регулировка высоты также оптимизирует прозрачность. Кроме того, модели с разной толщиной стенок будут демонстрировать различную степень прозрачности.
3. Какие меры предосторожности следует соблюдать при печати материалами профессионального уровня, такими как PLA-пластик с углеродным волокном и PLA-пластик со стекловолокном?
При печати армированных материалов, таких как PLA-пластик с углеродным волокном и PLA-пластик со стекловолокном, необходимо учитывать повышенные требования к оборудованию и процессам: следует использовать износостойкие сопла; температуру сопла следует соответствующим образом повысить, скорость печати снизить, а поток воздуха вентилятора уменьшить для улучшения сцепления между слоями; материал следует предварительно высушить и хранить в герметичном контейнере. Углеродные волокна относительно жесткие, поэтому следует соблюдать осторожность, чтобы не изгибать материал чрезмерно во время печати.
V. Типичные сценарии применения
Образование и обучение, фигурки и модели, забавные игрушки, разработка прототипов, механические детали, эстетическое оформление, спортивные и хобби-приложения, товары повседневного спроса, художественные скульптуры, культурные и творческие ремесла, реквизит для кино и телевидения, защита электронных изделий.


В заключение, PLA — это универсальный материал в индустрии 3D-печати. Он прост в использовании и имеет привлекательный внешний вид. Он подходит как для начинающих, так и для профессиональных задач, таких как создание сложных конструкций, высокая прочность и износостойкость. Его можно назвать лидером среди материалов для 3D-печати!
Конечно, PLA — не единственный материал в мире 3D-печати; PET, PETG, ABS, PA и другие материалы также находят свое уникальное применение.