 Jeśli chodzi o Yi Shenga
Jeśli chodzi o Yi Shenga Profil firmy
Profil firmy oddziały
oddziały Układ globalny
Układ globalny Siła badań i rozwoju
Siła badań i rozwoju Recykling chemiczny
Recykling chemiczny Kultura korporacyjna
Kultura korporacyjna Historia rozwoju
Historia rozwoju System zarządzania
System zarządzania Kwas polimlekowy
Kwas polimlekowy Polikaprolakton
Polikaprolakton Surowce polikaprolaktonowe
Surowce polikaprolaktonowe mleczany
mleczany Mleczan metylu
Mleczan metylu poliole
poliole Drukowanie 3D
Drukowanie 3D Włókno kwasu polimlekowego
Włókno kwasu polimlekowego Biomedyczny
Biomedyczny Produkty biodegradowalne
Produkty biodegradowalne Rozwój złóż ropy naftowej i gazu
Rozwój złóż ropy naftowej i gazu
 Telefon
Telefon Wyślij e-mail
Wyślij e-mail Weibo
Weibo Bilibili
Bilibili Tik Tok
Tik Tok











Niezbędne dla początkujących! Kompleksowa analiza materiałów PLA do druku 3D | Kurs otwarty Yisheng Materials Academy

Jeśli dopiero zaczynasz przygodę z drukiem 3D, Twoją pierwszą rolką filamentu najprawdopodobniej będzie PLA. Jest niedrogi, łatwy w druku i dostępny w różnych kolorach, co czyni go „najbardziej przyjaznym dla początkujących materiałem”.
Jakie inne niespodzianki i wskazówki dotyczące użytkowania skrywa PLA? Dołącz do nas w tej kompleksowej mini-lekcji poświęconej demontażowi PLA!
I. Czym jest PLA?
Wprowadzenie do materiału: Kwas polimlekowy (PLA) jest pozyskiwany ze skrobi roślinnej i innych materiałów. Ponieważ jego źródło jest odnawialne i może ulec degradacji w środowisku kompostowania, ma on pewne właściwości chroniące środowisko.
Obecnie materiały z serii PLA pozostają głównymi materiałami eksploatacyjnymi do druku 3D na potrzeby klientów indywidualnych. Jakie są więc ich zalety w praktycznych zastosowaniach?
Łatwe do drukowaniaDrukowanie w niskiej temperaturze, mniejsze odkształcanie, gotowe do użycia od razu po wyjęciu z pudełka.
Gładka powierzchnia:Wysoka szczegółowość odwzorowania i nasycone kolory
Przyjazne dla środowiska:Materiały biopochodne, druk bez wyczuwalnego zapachu
Szeroki zakres kompatybilności:Szeroko stosowany do różnych marek drukarek FDM
II. Drzewo genealogiczne PLA
1. Podstawowe modele w przystępnej cenie: PLA-Basic i PLA-Lite
Materiały eksploatacyjne klasy podstawowej, łatwe drukowanie, żywe kolory i wysoki stosunek ceny do jakości.
2. Ulepszony model typu „wszystko w jednym”: PLA+
Solidne i dobrze wyważone, odpowiednie do różnych zastosowań; dostępne w ponad 40 kolorach.
Wprowadzanie wyższej jakości szczegółów do kreacji drukowanych w technologii 3D
Certyfikat FDA, certyfikat EN71-3.
3. Kategoria rozbieżności estetycznej
Szeroka gama estetycznie przyjemnych produktów PLA
Szeroko zaspokajamy zróżnicowane potrzeby kreatywne różnych dziedzin
Seria matowa: Pojedynczy kolor, dwa kolory i tęcza
Seria Silk | Jednolity kolor, dwukolorowy, trójkolorowy, tęczowy i jedwabisty cukierek
Seria Luminous | Monochromatyczne i tęczowe oraz świetliste rozgwieżdżone niebo
Seria Flash | Magiczny dwukolorowy i kameleon i Flash
Seria Bionic | Imitacja marmuru i imitacja drewna i imitacja skały i imitacja metalu
Seria zmieniająca kolor | Zabawna zmiana optyczna
Seria transparentna | Monochromatyczna i tęczowa
4. Profesjonalna seria o wysokiej wydajności
PLA-GF (włókno szklane) | Zwiększona wytrzymałość, sztywność i odporność na ścieranie, z matową fakturą powierzchni.
PLA-CF (włókno węglowe) | Wysoka wytrzymałość i odporność na zużycie, doskonała jakość druku, matowe wykończenie premium
PLA-GF (włókno szklane) | Zwiększona wytrzymałość, sztywność i odporność na ścieranie, z matową fakturą powierzchni.
PLA-Cast (odlew) | Niska zawartość popiołu, wysoka precyzja, profesjonalne projektowanie aplikacji odlewów precyzyjnych
5. Kategoria zabawna i funkcjonalna: PLA-LW (lekkie)
Materiał spienialny jest preferowanym materiałem do modeli samolotów
Niska gęstość, kontrolowane pienienie o wysokim współczynniku, łatwe malowanie
6. Szybka seria: PLA-HS i PLA+HS i PLA-HF
Równoważenie wydajności drukowania i szczegółowości wydruku
Gwarantuje doskonałą przyczepność międzywarstwową i dokładność druku nawet przy drukowaniu z dużą prędkością.
III. Typowe problemy i rozwiązania
1. Naciąganie, przelew
Przyczyny: Absorpcja wilgoci przez materiały eksploatacyjne, nieprawidłowe ustawienia przepływu zwrotnego, zbyt wysoka temperatura dyszy.
Rozwiązania: Przed drukowaniem wysusz filament, zwiększ odległość/prędkość cofania, obniż temperaturę drukowania.
2. Słabe wiązanie międzywarstwowe, powodujące łatwe pękanie gotowego produktu.
Przyczyny: zbyt niska temperatura drukowania, zbyt mocny wentylator, niewystarczająca grubość ścianki/zbyt mała szybkość wypełniania.
Rozwiązania: Zwiększ temperaturę dyszy, zmniejsz prędkość wentylatora (szczególnie w przypadku funkcjonalnych/ulepszonych tworzyw PLA), zwiększ grubość ścianki i szybkość napełniania.
3. Pierwsza warstwa nie przylega, a brzegi się podwijają.
Przyczyna: Pierwsze piętro jest za wysokie, temperatura płyty fundamentowej jest niewystarczająca, a materiał kurczy się za bardzo.
Rozwiązanie: Wypoziomuj podłoże, zachowaj odstęp między pierwszą warstwą na poziomie około 0,1 mm, zwiększ temperaturę podłoża i nałóż klej w celu zwiększenia przyczepności podłoża.
4. Korek dyszy
Przyczyny: Pęcherzyki powietrza zatykające głowicę wskutek wchłonięcia wilgoci przez PLA; osadzanie się materiałów ściernych, takich jak włókno węglowe i proszek brokatowy; długotrwała ekspozycja na wysokie temperatury.
Rozwiązania: Po wydrukowaniu natychmiast usuń materiał; do drukowania materiałów PLA z brokatem i świecących w ciemności używaj dysz o średnicy ≥0,5 mm; regularnie czyść dysze.
5. Zawalenie się podwieszonych materiałów mostowych
Przyczyna: Niewystarczające chłodzenie.
Rozwiązania: Zwiększ prędkość wentylatora chłodzącego lub zmniejsz prędkość nawisu i mostkowania, aby wydłużyć czas chłodzenia, zwłaszcza w przypadku materiałów estetycznych, takich jak jedwab i wykończenia matowe, które mają stosunkowo słabą wydajność chłodzenia i wymagają dodatkowego chłodzenia; gdy temperatura otoczenia jest wysoka, w celu zwiększenia chłodzenia można zastosować zewnętrzne chłodzenie pomocnicze.
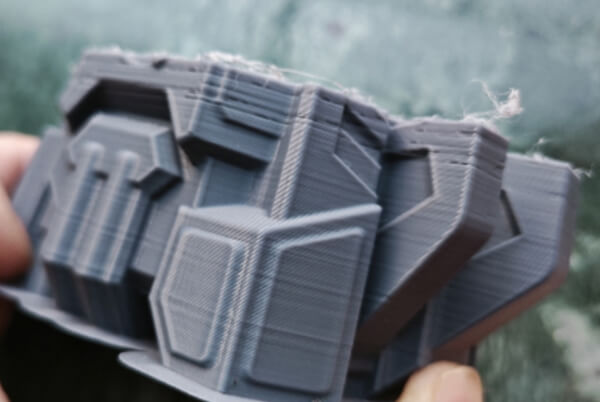
6. Wady powierzchni (widoczne warstwowanie, wyraźny schodkowy wygląd)
Przyczyny: Niewłaściwe ustawienia wysokości warstwy; niewystarczające chłodzenie.
Rozwiązanie: Zmniejsz wysokość warstwy (dokładniej 0,1–0,16 mm); sprawdź działanie wentylatora i w razie potrzeby zwiększ chłodzenie.
IV. Praktyczne wskazówki dotyczące drukowania
1. Jak poprawić połysk modeli drukowanych metodą sitodruku PLA?
Zmniejszenie prędkości drukowania i zwiększenie temperatury dyszy spowoduje lepszy połysk na powierzchni drukowanego modelu.
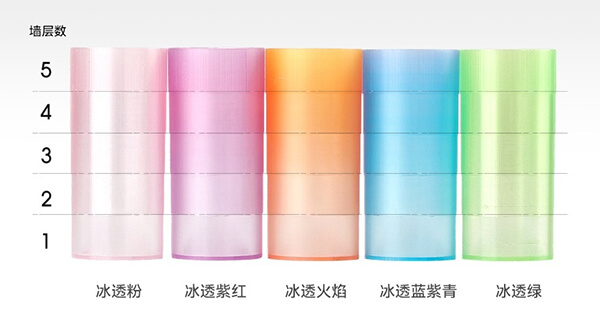
2. W jaki sposób można elastycznie regulować przezroczystość modeli do druku z materiału transparentnego PLA?
Zmniejszenie prędkości drukowania i zwiększenie temperatury druku poprawi połysk i przezroczystość modelu; dostosowanie wysokości również zoptymalizuje przezroczystość. Ponadto modele o różnej grubości ścianek będą charakteryzować się różnym stopniem przezroczystości.
3. Jakie środki ostrożności należy zachować podczas drukowania na materiałach klasy profesjonalnej, takich jak włókno węglowe PLA i włókno szklane PLA?
Podczas drukowania materiałów wzmocnionych, takich jak włókno węglowe PLA i włókno szklane PLA, należy zwrócić uwagę na ich wyższe wymagania sprzętowe i procesowe: należy stosować dysze odporne na zużycie; odpowiednio zwiększyć temperaturę dyszy, zmniejszyć prędkość drukowania i zmniejszyć przepływ powietrza przez wentylator, aby poprawić wiązanie międzywarstwowe; materiał należy wcześniej wysuszyć i przechowywać w szczelnym pojemniku. Materiały z włókna węglowego są stosunkowo sztywne, dlatego należy uważać, aby nie wyginać ich nadmiernie podczas drukowania.
V. Typowe scenariusze zastosowań
Edukacja i szkolenia, figurki i modele, zabawki, prototypy, części mechaniczne, dekoracje estetyczne, artykuły sportowe i hobbystyczne, artykuły codziennego użytku, rzeźby artystyczne, rzemiosło kulturalne i kreatywne, rekwizyty filmowe i telewizyjne oraz ochrona produktów elektronicznych.


Podsumowując, PLA to wszechstronny materiał w branży druku 3D. Jest łatwy w użyciu i ma atrakcyjny wygląd. Może być używany przez początkujących do ćwiczeń, a także spełnia wymagania profesjonalnych zastosowań, takich jak złożone środowiska oraz wysoka wytrzymałość i wytrzymałość. Można go nazwać liderem w dziedzinie materiałów do druku 3D!
Oczywiście PLA nie jest jedynym materiałem wykorzystywanym w druku 3D; PET, PETG, ABS, PA i inne materiały również mają swoje własne, unikalne zastosowania.